
Carte pour réalisation d'une machine à commande numérique CNC avec 3 moteurs pas à pas.
Composants utilisés
- 1 carte de commande 3 moteurs CNC TB6560 (la carte rouge qui fonctionne très bien, pas la bleue bas de gamme qu'on trouve sur ebay
 )
) - 3 moteurs pas à pas NEMA 17, 23 (par ex 2A et 24V)
- 1 câble parallèle (fourni avec la carte)
- des fils de câblage (de section suffisante selon la puissance de vos moteurs)
- 1 ordinateur PC avec port parallèle
- 1 logiciel de commande de carte CNC, EMC2 ou Mach3 (la version de démo de Mach3 est gratuite). http://www.mach3fr.com/V2/mach3/
- 3x2 détecteurs de limites d'axes (facultatif)
Principe de fonctionnement
L'usinage numérique permet de fabriquer automatiquement avec précision des pièces ou des moules par fraisage (mécanique), de graver des dessins et des textes (publicité, architecture, circuits électroniques), de découper des matériaux (modélisme), de sculpter (art...). L'usinage est précis, sans erreur et répétable en série.
Un contrôle sur 3 axes permet d'usiner à 3 dimensions, la rotation de la broche étant commandée par un relais.
La carte TB6560 gère tout (contrairement au driver séparés comme les 2M542).
L'ordinateur fait tourner un logiciel de commande CNC, tel que Mach3. Celui ci lit un fichier de commandes en G-code (fichier texte, avec des commandes simples et standardisées). Ce fichier indique les mouvements à effectuer par les 3 moteurs indépendants et de la rotation de la broche de la fraiseuse à contrôler.
La carte CNC reçoit via le port parallèle ces commandes (niveaux logiques) et les traduit en commandes de puissance pour piloter des moteurs X,Y,Z. Ce derniers actionnent des courroies crantées, des câbles de traction, des vis /écrou, ou des vis à bille... pour déplacer le chariot d'usinage sur 3 axes croisés.
On déplace soit le porte outil (broche) soit la table d'usinage elle même en translation.
Caractéristiques techniques
- Cette carte (montée) utilise des puces Toshiba TB6550. Elle supporte 36V, et gère donc très bien des moteurs de 24 ou 30V.
- Elle est compatible avec la plupart des modèles de moteurs pas-à-pas à 2 ou 4 phases.
- Elle se pilote avec Mach3, Mach2, Emc2, Kcam4...
- Un radiateur de refroidissement limite son échauffement (on peut lui ajouter des ventilateurs)
- Pilotage simultané de 3 moteurs 2.5 A, l'intensité de sortie crête est ajustable.
- Isolation électrique complète par des opto-coupleurs pour protéger votre PC
- Relais de sortie pour la mise en route d'une broche avec Mach3
- Interfaçage avec un port parallèle standard (un PC ancien suffit)
- Nombreux paramétrage par dip-switch directement sur la carte
- Plusieurs modes de fonctionnement : mixe, lent, rapide, normal
- Segments au choix 1 , 1/2, 1/4, 1/16
- Alimentation sous 24-36V
Les avantages de cette carte :
- à faible vitesse (~ 100 tr/mn): faible vibration et peu de bruit (la carte est paramétrable sur 2, 4, 16 micropas), peu d'échauffement, supporte beaucoup de moteurs différents.
- à forte vitesse (~ 1000 tr/mn), la carte dispose de 16 segments donc elle fonctionnera également avec peu de vibration et de bruit, des moteurs nécessitant de forts pic de courant sont supportés.
Une seule tension d'alimentation suffit, la carte génère les tensions dont elle a besoin.
Des LED témoin d'activité des axes permettent de visualiser le bon fonctionnement.
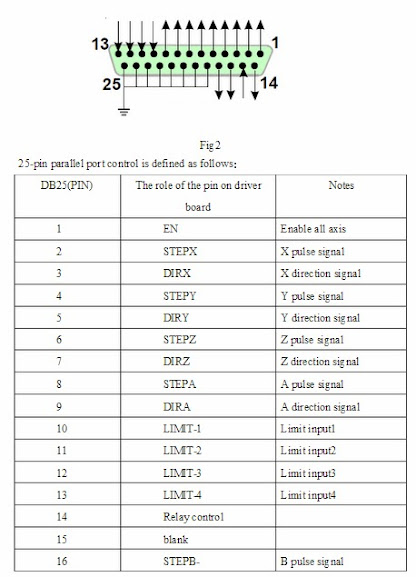
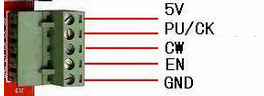
Les pins du port parallèle
Schéma du câblage
Paramétrages
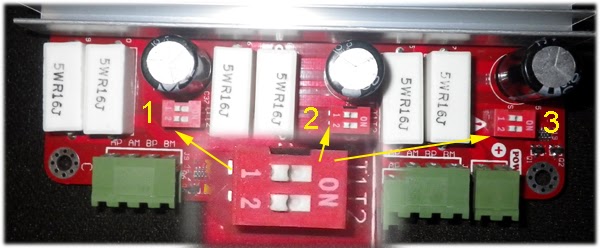
Les dip-switches rouges permettent de régler sur la carte : decay, subdivision (micro-pas) et courant crête.
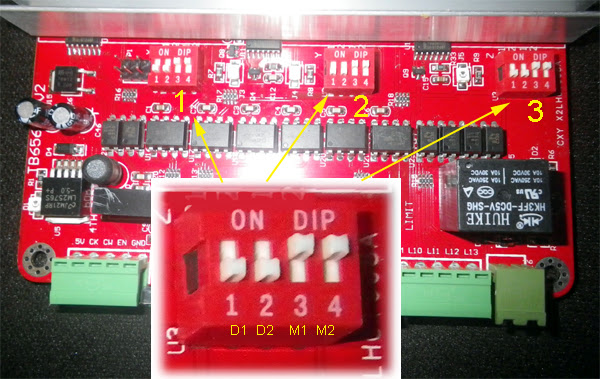
Pour chaque moteur (axes x,y,z : 1 à 3) il y a un dip-switch comportant 4 interrupteurs on/off, marqués D1 D2 M1 M2 , ainsi qu'un dip-switch à 2 interrupteurs on/off
Le decay
Choisir un decay rapide à haute vitesse de moteur, et un decay lent à basse vitesse. Le mode mixte combine un decay rapide au début puis lent.
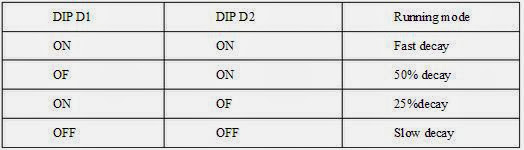
4 choix possibles (avec D1 D2), par défaut OFF OFF = slow decay.
Le decay sert à faire des rampes lors du pilotagepour doser l'accélération et le freinage du moteur.
La subdivision
Pour obtenir un mouvement souple des moteurs, choisir une subdivision élevée, par exemple 1:16.
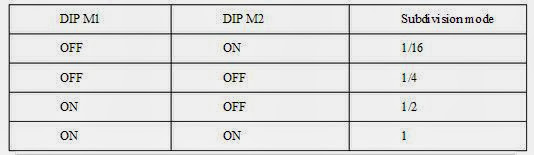
4 choix possibles (avec M1 M2) de 1:1 à 1:16. Par défaut ON ON, subdivision 1
La subdivision est un mode micro-pas.
courant de sortie
Le courant de sortie se règle avec les 3 dip-switches à 2 interrupteurs, marqués T1 T2.
Choisir la valeur proche de celle des moteurs

Par défaut OFF OFF = 100% du courant disponible.
On cherchera a éviter de faire chauffer les moteurs tout en conservant un couple élevé.
Si on baisse trop l'intensité on perd du couple. Exemple, avec des moteurs 2A, on réglera sur 75%
Câblage des moteurs pas-à-pas
Un moteur bipolaire comporte 4 fils, et deux bobines A et B.
Le câblage se fait avec 4 fils, que le moteur comporte 4 ou 6 fils.
On identifie quelles sont les fils des bobines du moteur en testant les fils 2 à 2 avec un Ohmmètre si on ne dispose pas de son schéma.
Butées limites d'axes
Afin d'éviter que les axes dépassent certaines limites, on peut régler des limites d'axes, indépendantes sur X, Y et Z , avec un connecteur à 4 contacts (boutons poussoirs).
Si on monte 2 butées sur chaque axe (câblées en parallèle ) on peut définir les deux extrémité du mouvement acceptables.

Extension pour un quatrième axe
Un connecteur supplémentaire permet une utilisation d'un 4ème axe, par exemple pour du tournage.
Alimentation
Une tension plus élevée permet un meilleur couple des moteurs, plus de vitesse, et évite de sauter un pas à forte vitesse.
Utiliser une alimentation de 24 à 36V, 8A.

=============================================================================================================================
Paramétrage de Mach3
Installer le logiciel Mach3, http://www.mach3fr.com/V2/mach3/
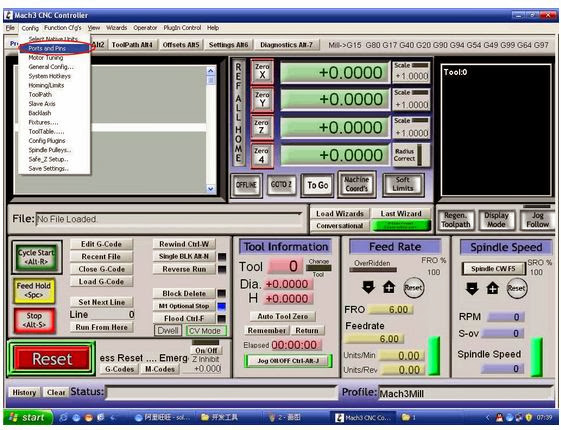
Le lancer pour pouvoir le configurer
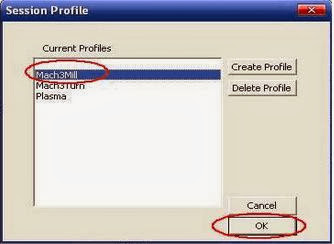
Choisir : Config / Port and pins
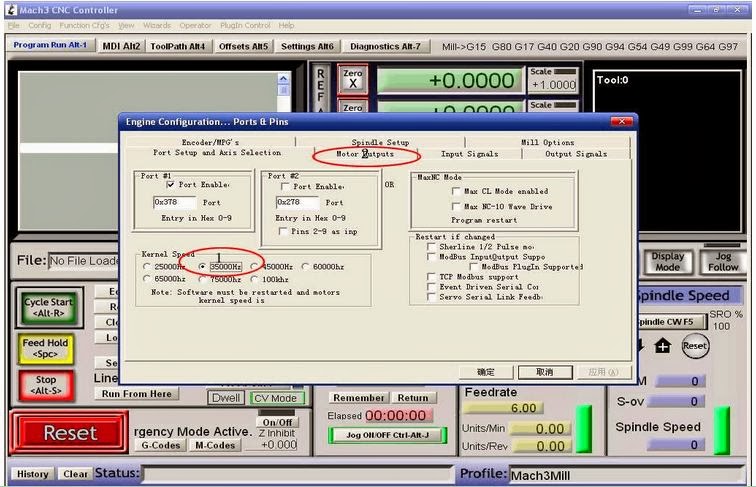
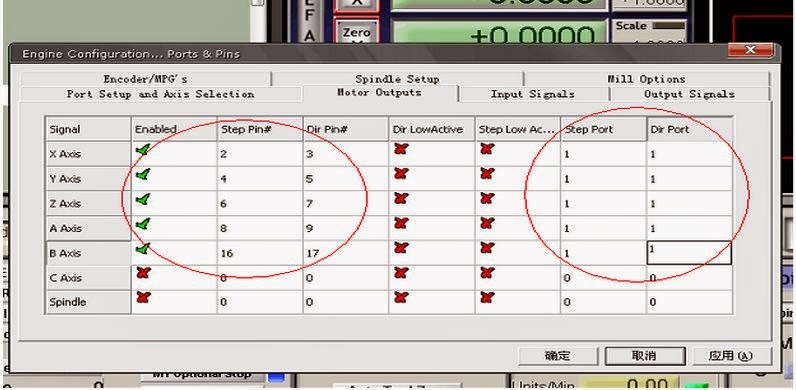
Régler la fréquence (35 000 Hz) puis aller sur l'onglet Motor outputs et paramétrer les axes et les pins correspondants (X Y Z suffisent, A et B ne sont pas utiles en mode 3 axes).
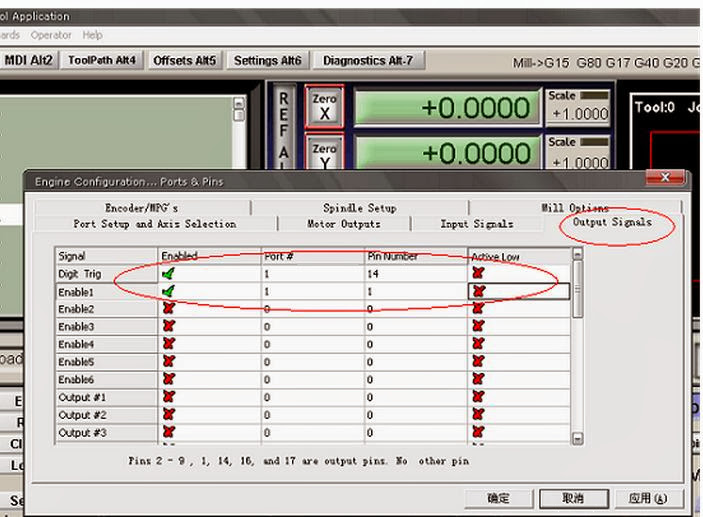
Puis aller dans l'onglet Output signal pour activer Enable et relay
Ajuster les limites
Cliquer sur Input Signal et mettre sur enable les axes X Y et Z comme ceci (pins 10 11 12)

=================================================================================================================
Essayer le carte
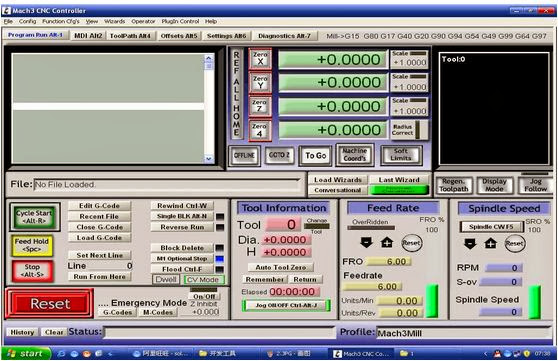
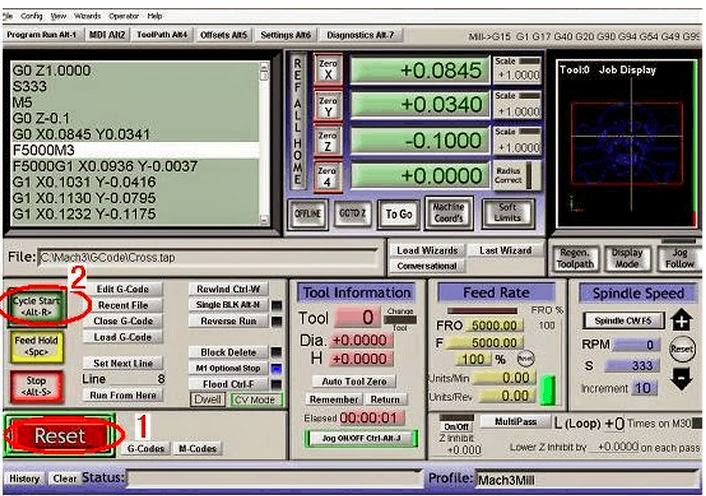
Charger un fichier en G-code avec File / Load G-code, utiliser un fichier .tap.

Le bouton rouge RESET clignote, le cliquer pour le désactiver.
Lancer le G-code avec Cycle Start pour lancer le G-code sur les moteurs :
Pour passer en mode manuel de Mach3 appuyer sur TAB
Essais
Au démarrage les Leds s'allument, les moteurs font un léger bruit et se bloquent en position d'attente. Les commandes de Mach3 font s'allumer les leds.
Le signal 1 "all axis enable" peut couper tous les moteurs (arrêt d'urgence)
Le sens de rotation des moteurs se paramètre dans Mach3
Debugage
Un moteur ne tourne pas ?
- inversion de fils de phases
- puissance d'alimentation insuffisante
- Certains moteurs à 6 fils unipolaires ne supportent pas le mode bipolaire (bobines en opposition)
Documentation en anglais
http://wenku.baidu.com/view/f6342ad0496 ... 747b4.html

{kind=link}